Quelles étapes comprend le processus de laminage des plaques de titane (telles que le laminage initial, le laminage à chaud, le laminage à froid, etc.) ? Quel type de laminoir est utilisé ? Comment contrôler la température de laminage et la réduction pour garantir une microstructure et des performances uniformes de la plaque ?
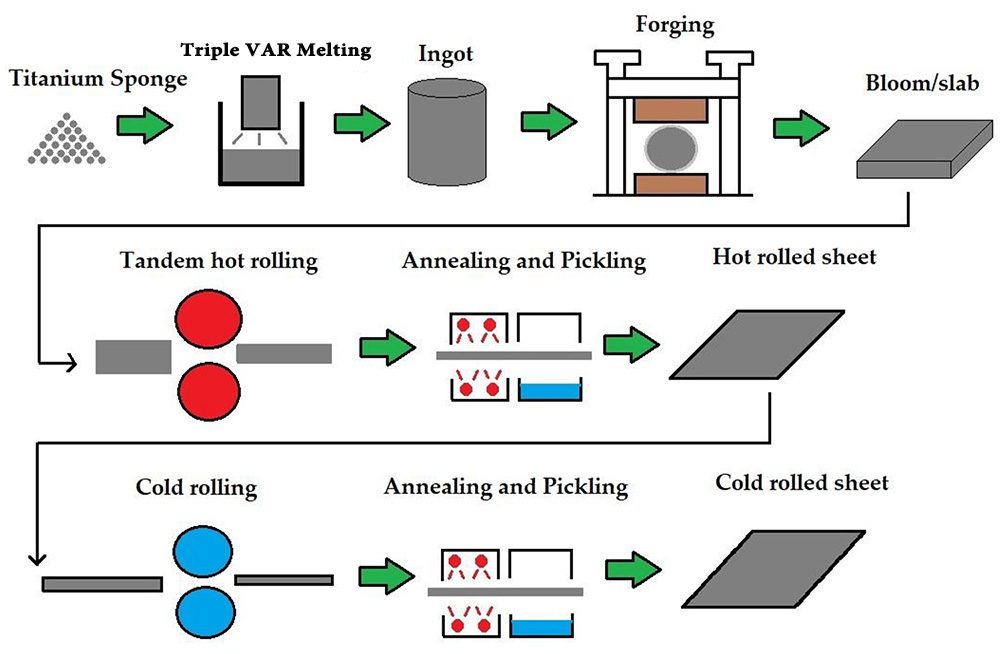
Le laminage du titane et plaques en alliage de titane est un processus complexe qui intègre la science des matériaux, le contrôle mécanique et l'optimisation des processus. Son flux de processus peut être divisé en trois étapes principales : le laminage initial, le laminage à chaud et le laminage à froid. Chaque étape correspond à un équipement de laminoir et à des paramètres de processus spécifiques.
(1) Étape initiale de laminage
Le laminage initial utilise généralement un laminoir réversible à deux rouleaux. Sa tâche principale est de briser la structure cristalline en colonnes du lingot d’alliage de titane et d’obtenir une déformation plastique initiale. Dans cette étape, la température de chauffage du lingot doit être strictement contrôlée (généralement 30 à 50 ℃ au-dessus de la région de la phase β) et les défauts de coulée doivent être éliminés par plusieurs passes de laminage à petite déformation (réduction par passe ≤ 15 %). Changzhou Bokang Special Material Technology Co., Ltd. a considérablement amélioré l'uniformité de la microstructure de l'étape initiale de laminage en optimisant le processus d'homogénéisation des lingots et en combinant la simulation numérique pour prédire la résistance à la déformation.
(2) Étape de laminage à chaud
Le laminage à chaud utilise un laminoir irréversible à quatre rouleaux ou un laminoir universel pour effectuer un traitement de déformation importante dans la région biphasée α β. Dans cette étape, les grains sont raffinés par recristallisation dynamique et la température de laminage finale (généralement pas inférieure à 850 ℃) doit être contrôlée pour garantir la plasticité du matériau. Un four de chauffage de type caisson est utilisé conjointement avec un système de compensation de chauffage par induction pour obtenir une précision de température de ±10 ℃. La répartition de la réduction des passes de laminage à chaud suit le principe de la « pyramide », c'est-à-dire que les premières passes utilisent une réduction de 20 à 25 %, et les passes suivantes augmentent progressivement jusqu'à 35 à 40 %, combinées à un processus de refroidissement rapide à l'eau entre les passes pour éviter efficacement une croissance excessive des grains.
(3) Étape de laminage à froid
Le laminage à froid est effectué sur un laminoir à froid à quatre ou six rouleaux, principalement pour améliorer la qualité de surface et la précision dimensionnelle de la plaque. Il est nécessaire d'utiliser plusieurs passes de laminage à faible déformation (réduction en une seule passe ≤ 10 %) combinées à un processus de recuit intermédiaire, et la déformation cumulée peut atteindre plus de 80 %. Changzhou Bokang a augmenté la précision du contrôle de la forme des plaques à ± 5 μm en introduisant la technologie des rouleaux croisés. La rugosité de surface des plaques de titane de qualité médicale qu'elle produit est Ra≤0,2 μm, atteignant le premier niveau international.
Le choix de l'équipement de laminage en titane affecte directement la qualité de la plaque finale et doit être conçu en fonction des caractéristiques du matériau :
(1) Sélection du type de laminoir
Laminoir primaire : un laminoir réversible à deux rouleaux fermés est utilisé, équipé d'un système hydraulique AGC (contrôle automatique de l'épaisseur), et le rapport de diamètre des rouleaux est contrôlé entre 1,8 et 2,2 pour optimiser les conditions de morsure.
Laminoir à chaud : Un laminoir irréversible à quatre rouleaux est utilisé, avec un diamètre de rouleau de travail de 350 à 400 mm et un diamètre de rouleau de support de 1 400 à 1 600 mm, équipé d'un système de rouleaux de pliage et d'un dispositif de déplacement de rouleaux, et la précision du contrôle de la forme de la plaque atteint ± 15I.
Laminoir à froid : un laminoir à six rouleaux à système de rouleaux combiné UC/VC est utilisé, la course de déplacement axial du rouleau intermédiaire est de ± 150 mm, et un compteur de vitesse laser et une jauge d'épaisseur sont utilisés pour obtenir un contrôle en boucle fermée.
(2) Optimisation des matériaux du système de rouleaux
Le rouleau de travail est fabriqué en alliage à base de fer à haute teneur en chrome (Cr12MoV) et la surface est pulvérisée avec un revêtement composite CrN/Al2O3 d'une dureté supérieure à HV1200, qui résiste efficacement à l'adhérence du titane. Le rouleau de support adopte une technologie de coulée centrifuge en fonte réfrigérée infinie, et la différence de gradient de dureté de la surface du rouleau est contrôlée dans HS15 pour assurer la stabilité de la forme du rouleau.
Un contrôle précis de la température et de la déformation est la clé pour garantir l’uniformité de la structure et des performances de la plaque de titane, et un modèle de contrôle de couplage multiparamétrique doit être établi.
(1) Système de contrôle de la température
Processus de chauffage : un système de chauffage à trois étages est adopté (section de préchauffage 600-700 ℃/section d'isolation 850-950 ℃/section de chauffage 900-980 ℃), et un thermomètre infrarouge est utilisé pour réaliser une surveillance de la température en temps réel.
Contrôle de la température du processus de laminage : lors de l'étape de laminage de finition, un système de pulvérisation à rouleaux (précision du contrôle du volume d'eau ± 0,5 L/min) est utilisé et un système de compensation de chauffage par résistance est utilisé pour contrôler la fluctuation de température de la pièce laminée à ± 20 ℃.
Gestion de la température finale de laminage : la distribution du champ de température est prédite grâce à une simulation par éléments finis, et un modèle de temps d'attente de température entre les passes est établi pour garantir la température de la pièce laminée. Assurez-vous que la température de laminage finale n'est pas inférieure à 50 ℃ en dessous du point de transformation de phase
(2) Algorithme d'optimisation de la réduction
Distribution de réduction multi-passes : Basé sur le modèle d'écrouissage du matériau, un algorithme génétique est utilisé pour optimiser la répartition de la réduction à chaque passe afin de garantir que la déformation de chaque passe est « parabolique »
Ajustement dynamique de la réduction : la force de roulement est surveillée en temps réel par un manomètre et l'algorithme de contrôle PID flou est utilisé pour ajuster automatiquement la réduction afin de compenser le rebond de l'écart de rouleau (précision de compensation ± 0,02 mm)
Contrôler la déformation limite : établir un critère de réduction critique (ε_c=0,6σ_s/K), où K est le coefficient de durcissement du traitement du matériau, garantir que la réduction en un seul passage ne dépasse pas 85 % de la valeur critique
(3) Mesures visant à assurer l'uniformité de la structure
Contrôle de la taille des grains : contrôlez la fraction volumique de recristallisation dynamique via le paramètre Z (Z=ε·exp(Q/RT)) et maintenez la valeur Z entre 10 et 15 pour obtenir des grains équiaxes uniformes.
Optimisation de la texture : utiliser un processus de laminage croisé (faire pivoter la plaque de 45° par passage), combiné à une technologie de laminage asynchrone (la différence de vitesse de ligne entre les rouleaux supérieur et inférieur est de 10 à 15 %), pour affaiblir efficacement la texture de la surface de base.
Contrôle des contraintes résiduelles : grâce au processus de laminage alterné contrainte de traction-compression, combiné au traitement de relaxation des contraintes pendant le recuit, contrôle les contraintes résiduelles à ± 20 MPa.
Le processus de laminage des plaques de titane nécessite la mise en place d'un réseau de contrôle qualité complet du processus. Changzhou Bokang a passé la certification du système ISO9001/ISO13485 et a construit un système de contrôle de qualité à trois niveaux de « inspection des matières premières-surveillance des processus-tests des produits finis » :
Détection en ligne : équipé d'un mesureur de forme de plaque, d'une jauge d'épaisseur, d'un détecteur de surface, pour obtenir un contrôle en ligne de la tolérance d'épaisseur ± 0,02 mm et de la tolérance de forme de plaque ± 8I.
Détection de l'organisation : la technologie EBSD est utilisée pour analyser l'orientation des grains afin de garantir que la granulométrie ASTM Grade 8 a un rapport fin ≥90 %
Vérification des performances : Les propriétés mécaniques sont vérifiées par essai de traction, essai d'impact et essai de corrosion. La résistance à la traction de la plaque de titane de qualité médicale est ≥850MPa et l'allongement est ≥18%, ce qui répond à la norme ASTM F136
Tests non destructifs : la technologie à ultrasons multiéléments est utilisée pour détecter les défauts internes afin de garantir un taux de réussite de la détection des défauts de 100 %
Actuellement, la technologie de laminage des plaques de titane présente trois tendances de développement majeures :
Roulement intelligent : un modèle de roulement virtuel est établi grâce à la technologie du jumeau numérique pour réaliser une optimisation en ligne des paramètres de processus ;
Technologie de formage proche du filet : Développer une technologie de laminage continu de plaques de titane ultra-minces pour obtenir une production continue de plaques ultra-minces de 0,016 pouce ;
Technologie de fabrication verte : la technologie de laminage électroplastique (EPR) est utilisée pour réduire la température de laminage de 30 à 50 °C et réduire la consommation d'énergie.
 Renseignez-vous
Renseignez-vous
 Langue
Langue